
Posted by Yocaher Skateboards on Mar 8th 2019
7 Facts About Skateboard Decks
There’s more than one way to skin a cat, but there really are only so many ways to produce a skateboard deck....
The process starts with a tree growing in a forest, and it ends with you snapping off an ollie. But what makes a board have that pop that skateboarders crave? Here are seven things you (maybe) didn’t know about the skateboard you’re riding.

1. It’s the climate, not the tree.
Skateboard decks are typically made from maple trees. These trees grow in the north-central region of North America – around the Great Lakes. Maple trees grow further south than this, but colder climates are typically considered to produce denser wood. The reason is that the trees in colder areas have slower growth rates. Thus, they have more rings per given length of a cross section.

It is generally accepted – and skateboarders have sworn by this fact since the invention of the street ollie – that cold-weather maple produces tighter wood. The extra growth rings produce added strength, which translates into that mystical pop that skateboarders are always going on about. We often refer to this wood as “hard rock maple” or Canadian maple, but it is also known as white maple, sugar maple or simply hard maple. It’s really all the same tree, scientific name: acer saccharum.
2. Skateboards are made from veneers.
Skateboards are essentially plywood, in that they are made from thin layers of wood that are glued together. However, they are not the same stuff as the material your local halfpipe is made from.
Next is the core veneer. It is also vertically sliced and long-grain in direction. However, these pieces often have blemishes and knots that would look unsightly if used for the face layers of the deck.
Last are the cross-grain veneers. As the name implies, the cross-grain layers have the grain facing sideways. They are usually just cut sections of longer veneers that are then glued together. Decks are assembled so that their grains cross at each layer, which drastically increases their strength.
3. Colored veneers come from the manufacturer that way.
The veneers on a skateboard can come from the manufacturer as either their natural color, or they may be stained any number of other colors. The staining is done under pressure in a pressure chamber, and the color travels right through the entirety of the veneer. This process cannot be done either by hand or by soaking. The pressure is a necessary component of dying.

The reason color on the veneers must be forced through the whole thing is for the sake of a long-lasting effect. If a dye or stain were simply painted onto the veneer, the color would easily scratch off. This is why a stained deck keeps its color long after the screen printed graphics have worn away from use.
4. There is a specific glue for skateboards.
The top and bottom sheets of veneer get sanded on one side. The other side, as well as both sides of the remaining sheets, get a coating of a special glue. The adhesive is a special formulation that can withstand the repeated shocks of the board smacking the pavement and obstacles without cracking or separating.
Most manufacturers use non-toxic, water-based adhesives called polyvinyl assembly adhesive (PVA). The PVA requires a catalyst to speed up the drying time. Once the adhesives are applied, the veneers are layered, and several decks worth of layers are placed together in a mold for pressing.
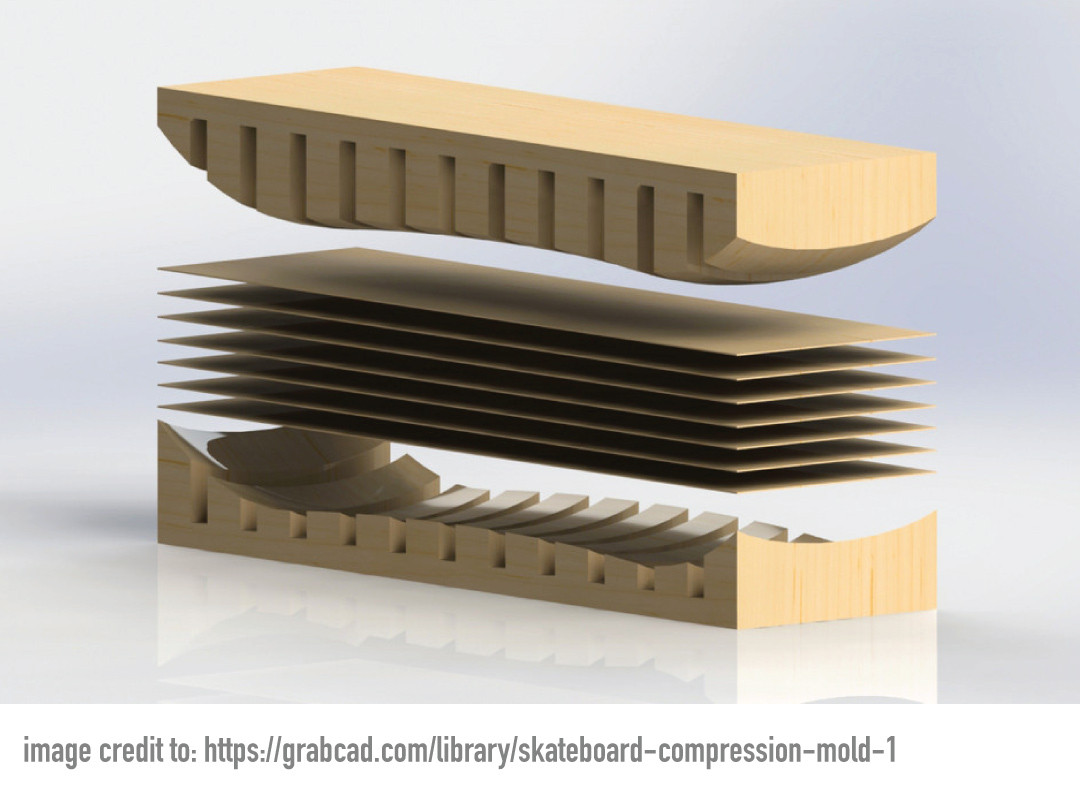
5. There are multiple processes for pressing decks.
No matter what type of press a manufacturer uses, the decks must be placed in a mold to form them into the shape of the board. This is where the deck will get its concave and the upturn on the tail and the nose. The roundness in the nose and tail get cut out after the drying process is complete.
Hot presses get the job done faster and are the typical method of construction in the skateboard industry. Some small manufacturers still use cold presses, and they often claim their boards are better for it, but any difference is negligible. Either way, the press applies more than 40 tons of pressure to the decks and holds them there for several hours (more for a cold press, less for a hot press). The glue must then dry completely before sawing.
The truck holes are drilled while the stack of decks remains unseparated. The whole stack is then sawn in the desired shape. Once this step is done the decks can be separated, before being given a final sanding. The decks can then move on to the final step: applying graphics.
6. There are only so many efficient ways of applying graphics.
When skateboarding was a cottage industry and people were producing them in their garages, graphics were always applied with a screen printing process. This involves layering ink one color at a time, allowing each layer to dry between applications. The process is slow, labor-intensive and expensive. It also produces graphics that scratch away easily, which is why almost no manufacturers use this method any longer.